 Crystal Lux
Crystal Lux Technical
Technical Freya
Freya Maytoni
Maytoni Outdoor
Outdoor Voltega
Voltega Fumagalli
Fumagalli Пересвет
Пересвет PromLED
PromLED











© 2001–2026 Световое Оборудование
Отдел оптовых продаж: ;
Электронная почта: svet@svetpro.ru Написать в компанию
Публикуемый материал охраняется авторским правом. Производитель оставляет за собой право вносить изменения в конструкцию изделия, не ухудшающие его потребительских свойств.
Технические требования к металлическим опорам освещения

Сегодня качество светотехники становится безусловным приоритетом для заказчиков и проектировщиков.
Для производства опор используют горячекатаную низколегированную и углеродистую конструкционную сталь. Марка стали указывается в рабочей конструкторской документации (РКД), где содержатся все необходимые данные для изготовления изделия определенного состава и устройства. В большинстве регионов России для металлоконструкций в основном применяют сталь Ст3 и Ст20; в северных климатических зонах - более прочную легированную сталь 09Г2С, которая из-за низкого содержания углерода (менее 0,25%) отличается легкой свариваемостью. При производстве допускается замена марок стали и проката на аналогичные по прочности (при согласовании с заказчиком).

Допустимые отклонения от размеров
Все несоответствия фактических и номинальных размеров опор должны быть в пределах допустимых отклонений, которые указываются в правилах проектирования, производства и монтажа. Длина опоры или отдельной секции мачты обычно составляет от 4 до 12 метров. Отклонение от проектного размера не может превышать 0,2 % длины изделия. Недопустима кривизна опоры более 10 мм. Отклонение наружного диаметра от номинала не должно превышать 0,003 диаметра столба. Отверстия под болты должны иметь диаметры, соответствующие проекту. Отверстия под крепеж с резьбой делаются пробиванием, сверлением или комплексным способом: пробиванием с рассверливанием до нужного размера.
Если у вас есть вопросы, которые требуют немедленного решения, позвоните или напишите нам!
Если уровень искривления некоторых деталей выше допустимого, их исправляют на вальцовом прессе. После прокатки материал не должен содержать вмятин, забоин и других повреждений.
Поверхность изделия должна быть ровной; небольшие утолщения или выемки должны находиться в границах допустимых отклонений по толщине. Иногда производители устраняют неровности шлифованием, но толщина стенки при этом не может становиться меньше номинальной величины.
Требования к сварке
Сварочные работы производятся в соответствии с разработанными технологическими картами или типовыми инструкциями. Возможна ручная дуговая сварка покрытыми металлическими электродами или полуавтоматическая сварка с использованием сварочной проволоки. Поскольку воздух негативно влияет на качество шва, сварка производится под слоем флюса или под защитой инертного газа. Высота усиления наружного шва - не более 3 мм. Высота усиления шва внутри опоры - до 0,5 мм. Смещение кромок при сварке не должно превышать 10% от номинальной толщины стенки.

Контроль качества сварки
По окончании сварки швы очищаются от флюса, шлака, потеков металла. Сварные швы в местах телескопических соединений секций зачищаются заподлицо. В швах не должно быть трещин, свищей, кратеров, непроваров; допустимая глубина подрезов зависит от толщины стали. Допустима зачистка и заварка дефектных мест, но их общая протяженность не может составлять более 10 % всей длины сварного шва. Разрешается заварка кратеров в середине опоры, которые получаются при временной приостановке и продолжении сварки. Допускаются следы усадки металла вдоль шва («утяжины»), однако высота усиления шва при этом должна оставаться в допустимых пределах. В итоге поверхность шва по всей длине должна быть гладкой и равномерной, с плавными переходами к материалу опоры.
Стальные опоры и мачты
Требования к антикоррозийному покрытию
Для антикоррозийной защиты стальных опор используют цинк марок ЦОА, ЦВО, ЦО (ГОСТ 3640). Процесс подготовки к нанесению цинкового покрытия должен отвечать требованиям ГОСТ 9.307. Толщина цинкового покрытия в соответствии с правилами СНиП 2.03.11-85 может варьироваться в зависимости от степени агрессивного воздействия среды и особенностей региона эксплуатации. Но при любых условиях цинковый слой не может быть тоньше 80 мкм. Увеличение цинкового слоя выше номинальной толщины не ухудшает качество опор. Допустимы незначительные локальные наплывы цинка, если они не мешают соединению деталей (например, на телескопических стыках) или болтовому крепежу. Оцинкованная поверхность должна быть ровной, гладкой или шероховатой, без царапин, сколов и трещин.

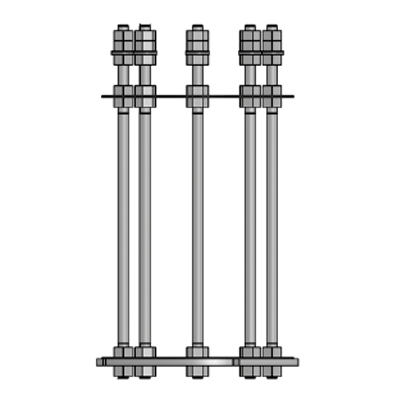
Процедуре цинкования подвергаются и металлические изделия, необходимые при сборке опор: болты, гайки, шайбы, шпильки. Толщина покрытия при горячем (ГОСТ 9.307) или термодиффузионном цинковании (ГОСТ Р 9.316) составляет не менее 42 мкм. После калибровки крепежные детали подвергаются консервации смазками и маслами (ГОСТ 9.014). Допускается изготовление опор без цинкового покрытия. В таких случаях для защиты от коррозии применяют лакокрасочные материалы I группы (атмосферостойкие) по согласованию с заказчиком.
Сегодня качество светотехники становится безусловным приоритетом для заказчиков и проектировщиков. Отрадно отметить, что многие отечественные производители металлических конструкций и осветительного оборудования предлагают продукцию, которая отвечает всем современным требованиям функциональности и качества.
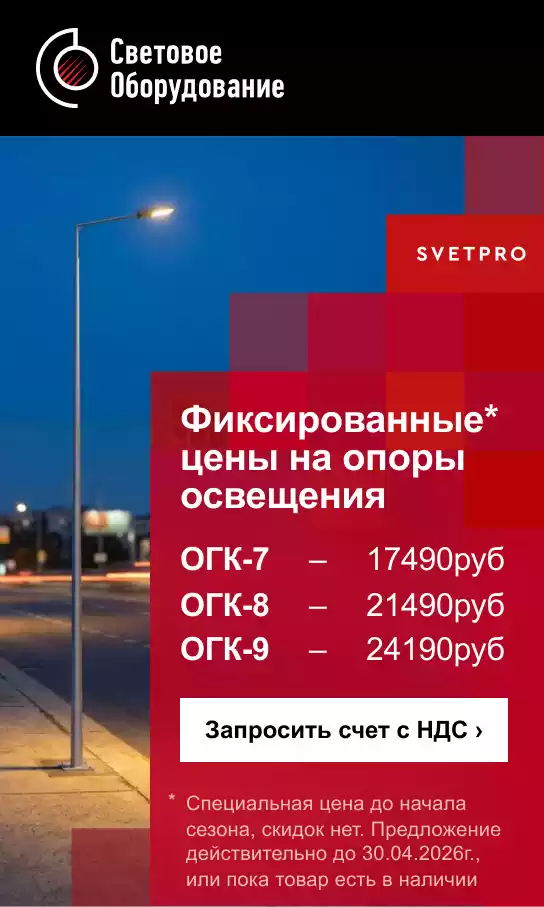
ОГК / НФГ Несиловые опоры освещения на объектах

























Статьи по теме #производство опор
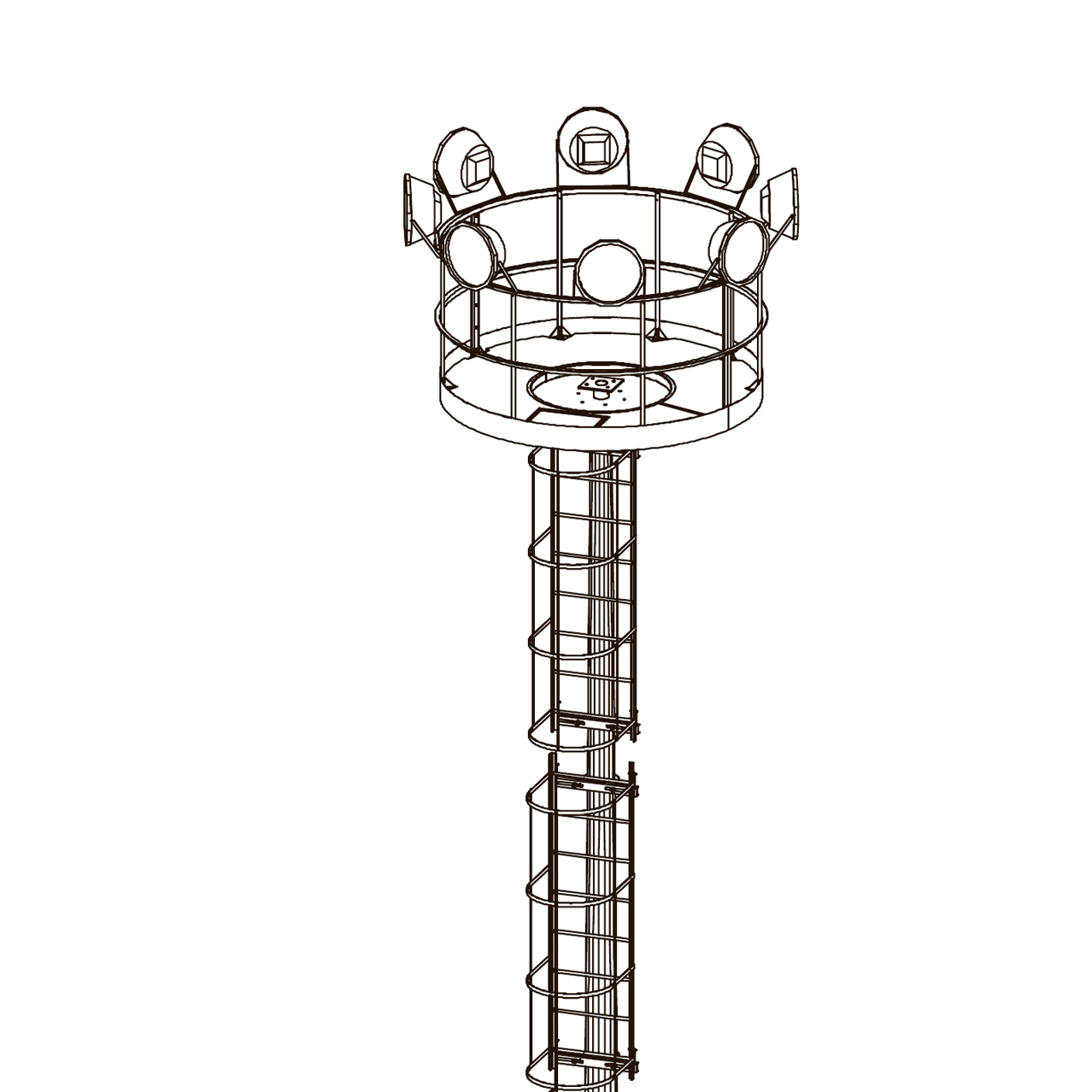
Как делаются парковые опоры?
Как делаются парковые опоры?

Для обеспечения безопасной эксплуатации опор паркового типа необходимо тщательно проверять качество изделий и строго следовать технологии производства, а также соблюдать действующие ГОСТ.
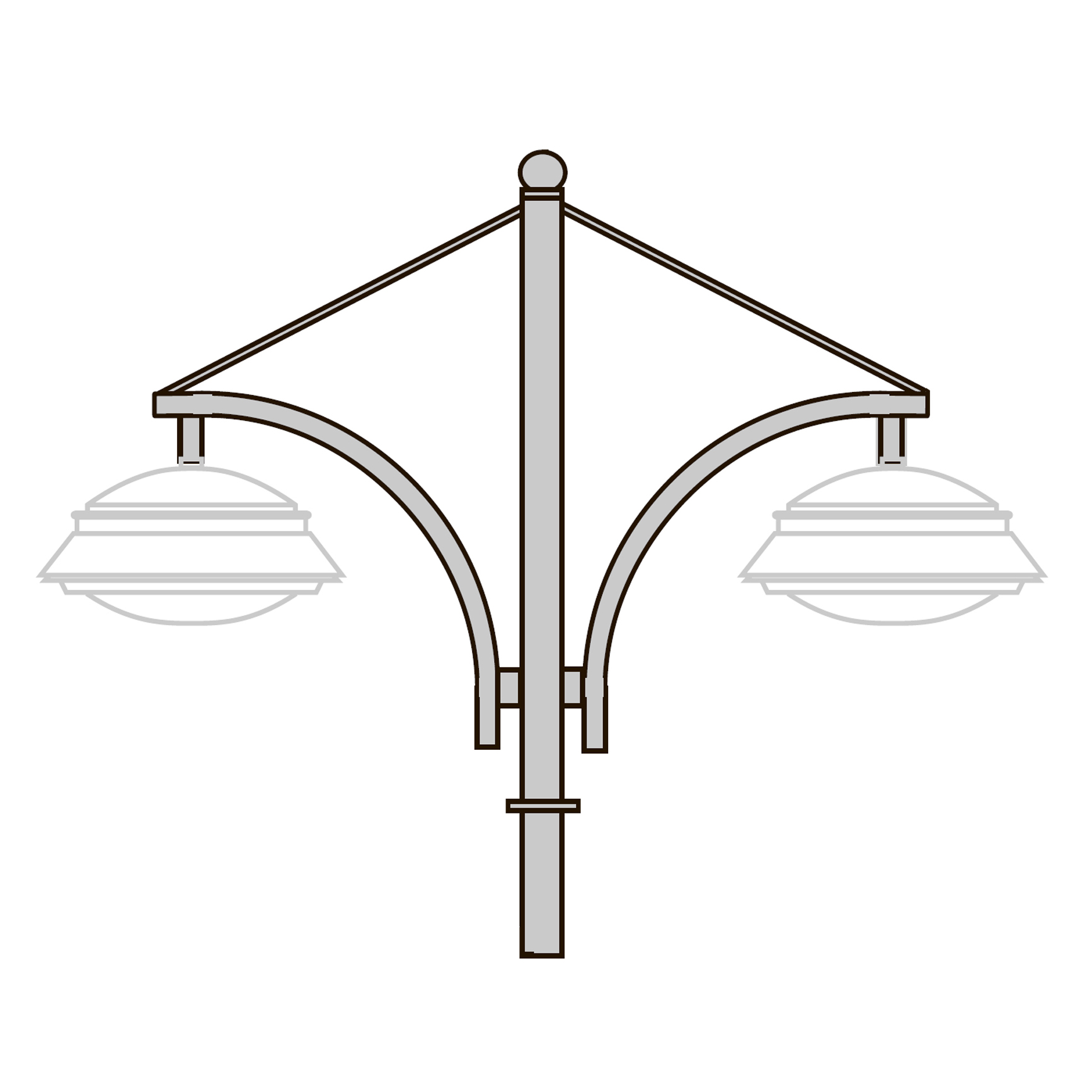
Особенности процесса производства несиловой опоры с граненым стволом
Особенности процесса производства несиловой опоры с граненым стволом

Граненые опоры предназначены для эксплуатации в сложных условиях, поэтому их изготовление ведется по строго утвержденной технологии с соблюдением действующих государственных стандартов.
Производство столбов освещения
Производство столбов освещения

Изготовление стальных столбов освещения – сложный и ответственный технологический процесс, который включает в себя изготовление выкройки с учетом характеристик будущего изделия, гибка раскроенного образца, сваривание заготовки в готовое изделие и последующая финишная обработка, защищающая металл от преждевременной коррозии.
|
|
|
|
|

|
|
