 Crystal Lux
Crystal Lux Technical
Technical Freya
Freya Maytoni
Maytoni Outdoor
Outdoor Voltega
Voltega Fumagalli
Fumagalli Пересвет
Пересвет PromLED
PromLED











© 2001–2026 Световое Оборудование
Отдел оптовых продаж: ;
Электронная почта: svet@svetpro.ru Написать в компанию
Публикуемый материал охраняется авторским правом. Производитель оставляет за собой право вносить изменения в конструкцию изделия, не ухудшающие его потребительских свойств.
Технология изготовления граненых осветительных опор

Производство граненых опор – сложный многоступенчатый процесс.
Граненые металлические опоры – максимально распространенный вариант обустройства наружного освещения. За счет низкой цены и высоких эксплуатационных характеристик этот вид стоек используется повсеместно и является универсальной конструкцией. Граненые опоры отличаются высокой прочностью, устойчивостью, стойкостью к внешним воздействиям, долговечностью и привлекательным внешним исполнением. Положительные свойства изделий напрямую связаны с высокотехнологичным характером производства. На каждом этапе осуществляется строжайший контроль операций, поэтому готовая продукция безупречно соответствует предписаниям технических регламентов.

Если у вас есть вопросы, которые требуют немедленного решения, позвоните или напишите нам!
Как изготавливаются граненые опоры?
Производство граненых опор – сложный многоступенчатый процесс. Рассмотрим каждый этап в отдельности.
Подготовка материала
Сырьем для изготовления граненых стоек является листовая высококачественная сталь. Материал подается в цеха в рулонах, которые проходит первую автоматизированную операцию – размотку. После размотки остается ровный лист, который подвергается дальнейшим технологическим действиям.

Раскрой
Для раскроя стального листа используются автоматы плазменной резки. В течение короткого промежутка времени из листа получаются высокоточные заготовки, разрезанные по нужным параметрам. Срезы на стальных деталях остаются безупречно ровными и гладкими за счет высокой температуры в процессе плазменной резки (от 5000 градусов).
Формовка
Чтобы сформировать изделие заданной конфигурации, используют специальные мощные прессы, из-под которых выходят заготовки с восемью или шестнадцатью гранями. В результате формовки получаются опоры в форме усеченных пирамид с сечением в виде правильного восьмигранника или шестнадцатигранника. Такая форма опоры обеспечивает максимальную устойчивость, выдерживание ветровых нагрузок, прочность и надежность эксплуатации.
Сварка
Следующий производственный этап – сварка. На специальной установке с автоматическим режимом работы сваривается продольный шов опоры, а также привариваются фланцы. Для изготовления фланцев применяется автомат плазменной резки, а для их присоединения к опорной конструкции – современный сварочный механизм седьмого поколения с режимом контрольного слежения.

Оцинковка
Готовая конструкция погружается в резервуар с расплавленным цинком, в который добавлены легирующие элементы (свинец или алюминий). После оцинковки поверхность изделия подвергается рихтовке, то есть выравниванию. В некоторых случаях рихтовка проводится до цинкования, но такая последовательность нежелательна: некорректное охлаждение металла влечет за собой деформации.
Автоматизированное производство граненых опор обеспечивает безупречную геометрическую точность изделий и соответствие нормативных параметров техническим требованиям.
За счет автоматизации процесса полностью исключаются ошибки, связанные с человеческим фактором.

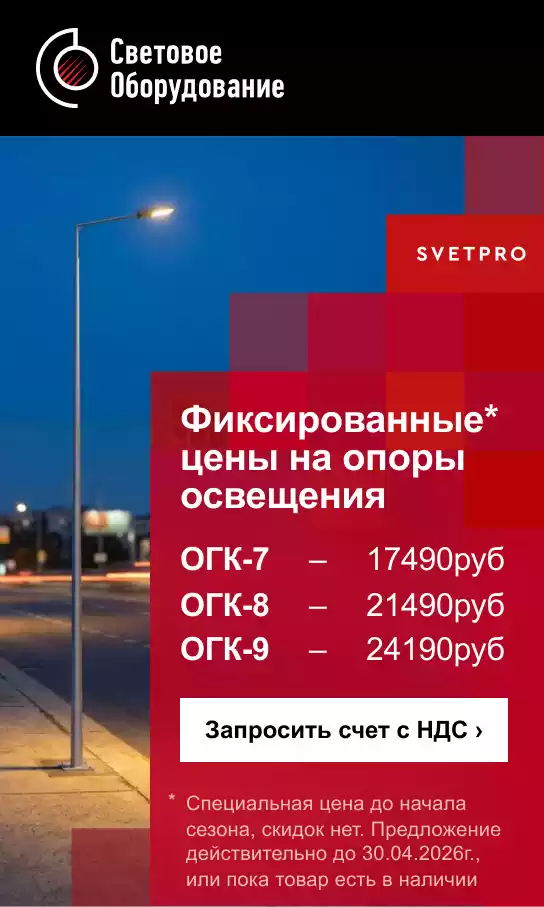
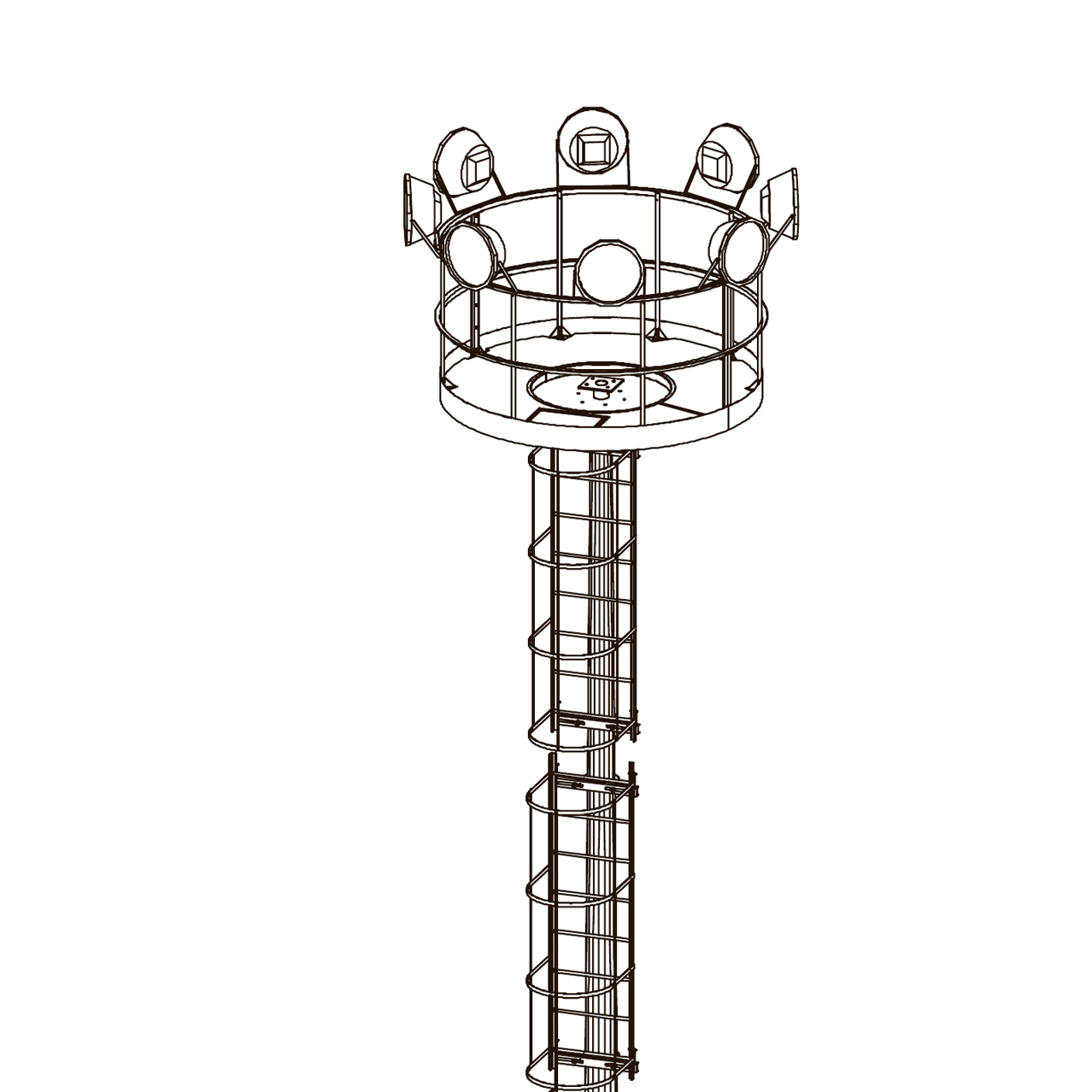
Стальные опоры и мачты
ОГК / НФГ Несиловые опоры освещения на объектах

























Статьи по теме #производство опор
Виды опор по способу изготовления и установки
Виды опор по способу изготовления и установки

Стальные опоры изготавливаются из листовой углеродистой стали или трубного проката, могут устанавливаться на объекте с помощью фланца и хвостовика ствола.
Антикоррозийная защита металлоконструкций
Антикоррозийная защита металлоконструкций

Стальные конструкции прочны и надежны, но беззащитны перед простой водой. Влага неумолимо разрушает структуру металла. Технология горячего цинкования представляет собой максимально эффективный и простой метод антикоррозийной защиты металлических опор.
Особенности процесса производства несиловой опоры с граненым стволом
Особенности процесса производства несиловой опоры с граненым стволом

Граненые опоры предназначены для эксплуатации в сложных условиях, поэтому их изготовление ведется по строго утвержденной технологии с соблюдением действующих государственных стандартов.
|
|
|
|
|

|
|
