 Crystal Lux
Crystal Lux Technical
Technical Freya
Freya Maytoni
Maytoni Outdoor
Outdoor Voltega
Voltega Fumagalli
Fumagalli Пересвет
Пересвет PromLED
PromLED











© 2001–2026 Световое Оборудование
Отдел оптовых продаж: ;
Электронная почта: svet@svetpro.ru Написать в компанию
Публикуемый материал охраняется авторским правом. Производитель оставляет за собой право вносить изменения в конструкцию изделия, не ухудшающие его потребительских свойств.
Технология производства конических опор

Последовательность производственных операций по изготовлению конических опор установлена государственными и техническими регламентами.
Конические опоры осветительных устройств производятся автоматизированным способом с применением мощных станков, прессов и другого технологического оборудования. Операции осуществляются под контролем специалистов на каждом производственном этапе. Разработаны специальные требования стандартов и технических регламентов, касающиеся производства конических опор, и производственный процесс проходит строго с учетом этих нормативов. Установленные регламенты призваны обеспечить геометрическую точность изделий, корректную эксплуатацию в течение предписанного срока службы, безопасность процесса монтажа и использования.

Материалом для изготовления конических опор служит листовой металлопрокат. Применения листовой стали обусловливает небольшой удобный вес готовой конструкции, удобство перевозки и монтажа, высокий потенциал функциональности.
Если у вас есть вопросы, которые требуют немедленного решения, позвоните или напишите нам!
Последовательность производственного процесса
Конические опоры проходят несколько последовательных производственных этапов до выпуска готовой продукции в эксплуатацию. Порядок изготовления конических столбов следующий:
- Производится расчет требуемой марки стали и толщины листового проката на основании проектной информации о месте установки, эксплуатационных характеристик и целевого назначения.
- Листовые заготовки в форме рулонов подаются в цех размотки и правки конвейерным способом, после чего поступают в отдел плазменной резки. Раскрой осуществляется с миллиметровой точностью.
- Раскроенный прокат проходит стадию формовки на специальном аппарате, настроенном на выпуск круглоконических или граненых опор.
- Производится сварка продольного шва на современном автоматическом аппарате. Осуществляется равномерный обжим заготовки, параллельное охлаждение во избежание деформаций, прессование.
- Готовые столбы подвергаются антикоррозийной обработке (покрываются цинком). Горячая оцинковка осуществляется в специальных резервуарах с расплавом цинка и легирующих добавок. Результатом этой операции становится надежная защита металлической поверхности от разрушающего воздействия влаги и пыли. Обработанный таким способом металл служит 25-30 лет без риска коррозийного разрушения.

Дополнительные операции
В соответствии с конструкционным исполнением определенной модели опоры выполняется вырез технического отверстия в стенке опоры. Это требуется для подключения электрокабелей. Резка металла осуществляется плазменным методом. Для окна предусмотрено изготовление и крепление специальной крышки (лючка), оснащенной замком.
Готовое изделие поступает в продажу или отправляется напрямую на объект заказчика.

Стальные опоры и мачты
ОГК / НФГ Несиловые опоры освещения на объектах

























Статьи по теме #производство опор
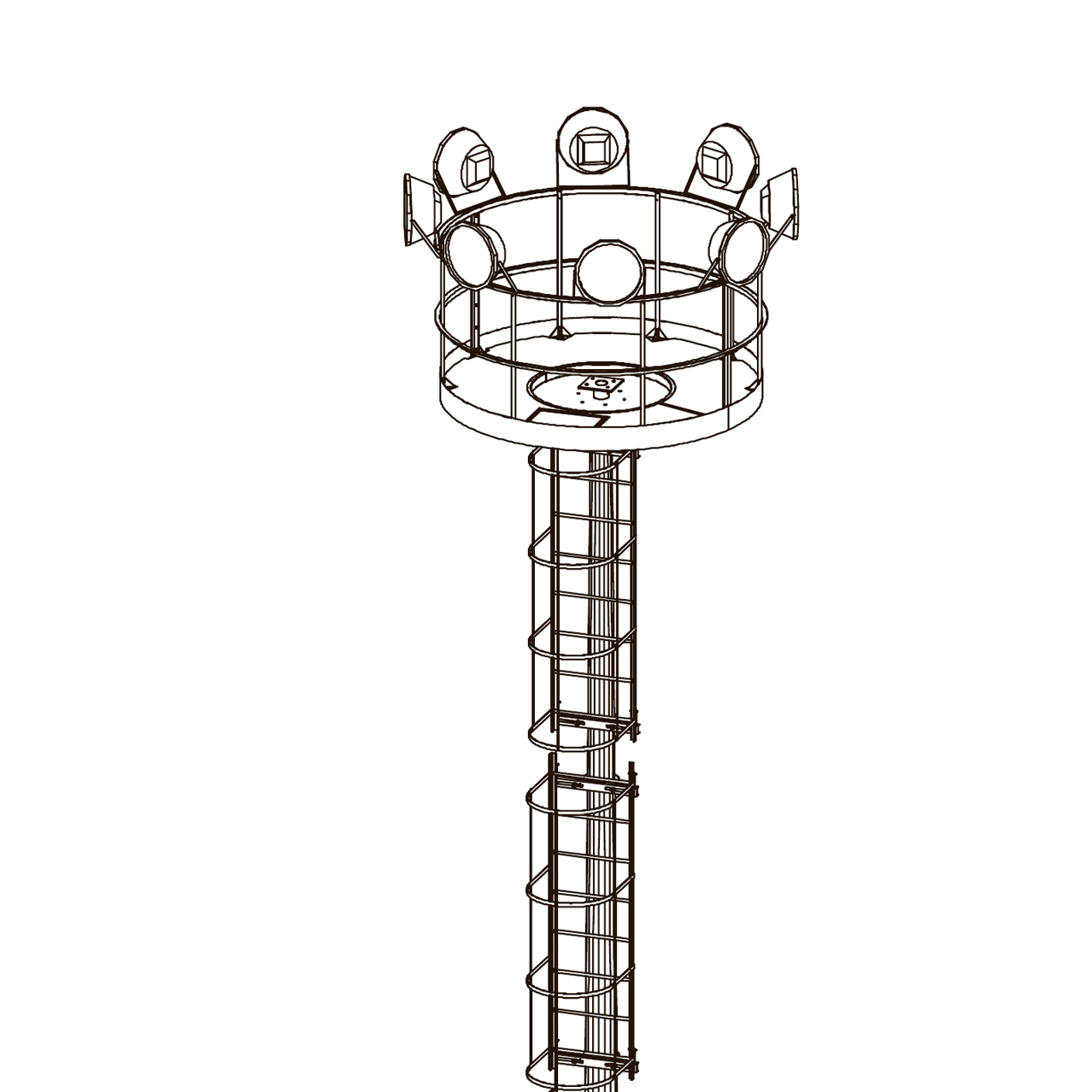
Особенности изготовления мачт со стационарной короной
Особенности изготовления мачт со стационарной короной

Для изготовления корпусов мачт со стационарной короной используется тонкий листовой прокат. Это уменьшает материалоемкость, вес и стоимость высокой инженерной конструкции.
Производство граненых опор освещения: этапы и технология
Производство граненых опор освещения: этапы и технология

Производство граненых опор - трудоемкий и ответственный процесс, состоящий из нескольких последовательных этапов механической обработки металла. Четкое соблюдение технологических правил гарантирует получение конечного продукта высокого качества.
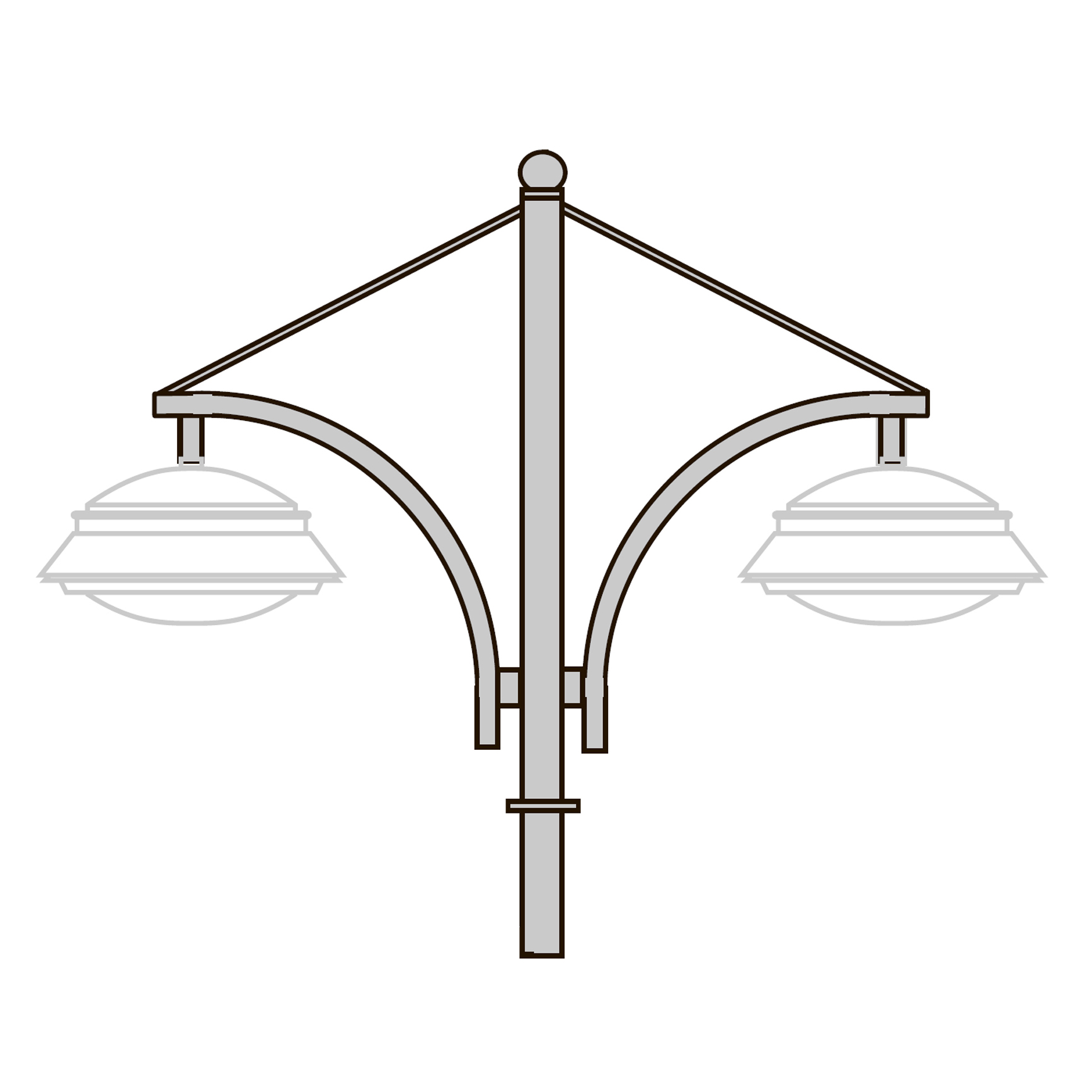
Как делаются парковые опоры?
Как делаются парковые опоры?

Для обеспечения безопасной эксплуатации опор паркового типа необходимо тщательно проверять качество изделий и строго следовать технологии производства, а также соблюдать действующие ГОСТ.
|
|
|
|
|

|
|
